Content
Robotic Assembly Lines: A 2025 Guide to Design & ROI
If you are planning a serious upgrade to production, robotic assembly lines belong at the top of the list. A robotic assembly line is a production flow where robots, control systems, and material handling move products through a sequence of automated tasks with minimal human touch. This guide breaks down how they work and how to design, deploy, and scale them with confidence. It is written for manufacturing engineers, operations leaders, and executives who want real outcomes, not fluff.
Speak with Ebots about a project
What is a robotic assembly line
In a typical setup, robots handle tasks like pick and place, fastening, welding, dispensing, testing, and packaging. These actions are all synchronized to a fixed cycle time so finished units come off the line at a steady pace. Well tuned robotic assembly lines run 24 by 7, which is 8,760 hours per year, with short planned stops only.
Facts you can use
The automotive sector employs about one million robots in car factories worldwide, about one third of all industrial robots in use.
Global robot installations reached about 542,000 in 2024, more than double a decade earlier.
The total robot population operating in factories is about 4.7 million units in 2024.
A short history, from Ford to fully robotic assembly lines
In 1913, Henry Ford introduced the moving line for the Model T and cut assembly time to about 93 minutes, a landmark in flow efficiency. Prices later fell from about 850 dollars in 1908 to under 300 dollars in the 1920s.
The first industrial robot, Unimate, was installed at General Motors in 1961 to remove hot die cast parts.
Today, robotic assembly lines blend Ford’s sequential logic with sensing, vision, and AI. Some car plants produce one vehicle every 60 to 90 seconds, and a single car body can require more than 4,000 spot welds, all executed with robotic precision.
Industrial robots and robotic arms
An industrial robot is a programmable machine with multiple joints that delivers high speed and precision. Common forms include articulated six axis arms, SCARA arms, delta robots, Cartesian and gantry systems, and collaborative robots that can safely share space with people. Best in class repeatability can reach about plus or minus 0.02 millimeter. Asia leads in robot adoption and accounted for about 74 percent of new installations in 2024, with Europe at about 16 percent and the Americas at about 9 percent. Learn how next‑generation autonomous robots enable flexible, lights‑out assembly.
End effectors, the business end of the robot
End effectors, also called end of arm tooling, are the tools that actually do the work. Think grippers, vacuum cups, magnetic grippers, weld guns, screwdrivers, dispensers, cutters, and application specific tools. Smart end effectors often include force or pressure sensing, part presence detection, and automatic tool changers so one robot can switch tasks within a station.
Conveyor systems that set the pace
Conveyors move workpieces station to station and enforce takt time. Modern systems synchronize with robots and sensors to pause, buffer, or accelerate flow when needed. You will also see pallet based lines, pucks with RFID, overhead trolleys, and flexible transport like AGVs and AMRs that act as conveyors on wheels.
Sensors and vision systems
Sensors and vision are the eyes and ears of robotic assembly lines. They make lines adaptive and self verifying.
Vision guidance finds parts in two or three dimensions and supports in process inspection.
Force torque sensing lets robots feel alignment and pressure during delicate insertions.
Presence, proximity, and position sensors keep motion precise and safe.
Useful proof points
Vision guided inspection can reduce errors by more than 90 percent compared to manual checks.
Fully instrumented lines can verify that every component is present and within spec on every unit, around the clock. Explore more data and implementation guides in the resources hub.
Control systems and automation software
Think of the control system as the conductor. It uses PLCs, robot controllers, and industrial networks to orchestrate sequencing, interlocks, error handling, and data collection.
What a robust stack includes
PLC logic for station to station flow, interlocks, and safety signals
Robot programs for precise motion and process steps
SCADA for visualization, alarms, and historians
MES integration for work orders, traceability, and performance data
Deterministic networks like EtherNet IP, PROFINET, or EtherCAT for reliable timing
Many factories still run legacy control code that is years old. See how transforming legacy operations reduces risk during upgrades. Virtual commissioning and digital twins are now common to de risk startup before hardware arrives.
Artificial intelligence and machine learning on the line
AI improves vision accuracy, exception handling, and rapid changeovers. Learning based motion and vision let robots handle variation that used to defeat fixed automation. On modern platforms, new tasks can be taught fast, sometimes in minutes, rather than hours or days of hand coding.
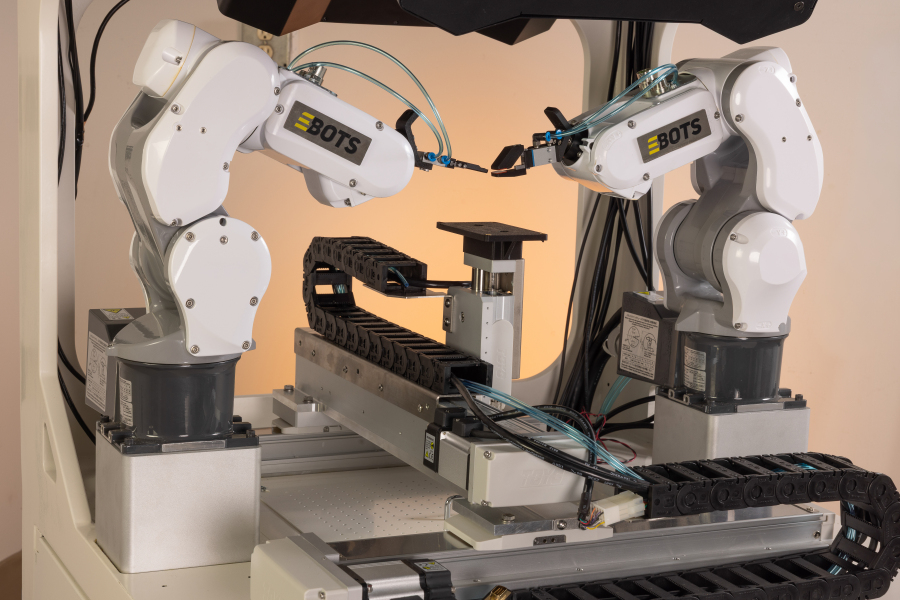
Ebots brings AI to precision work with synchronized dual arms, 3D vision, and cognitive planning. Customers use this to achieve human level dexterity with superhuman consistency. Typical capabilities include 22 micrometer precision, 40 micrometer motion accuracy, processing at up to 409 frames per second, and changeovers in about 15 minutes. Explore Ebots’ dual‑arm AI robots
Safety systems that enable speed without injuries
Safety is engineered in from day one. Traditional guarded cells use fences, gates with interlocks, light curtains, and safety PLCs. Collaborative applications follow ISO TS 15066, published in 2016, which defines safe force limits based on studies with 100 subjects. Speed and separation monitoring slows robots as people approach and stops them if the zone is breached. Every deployment should start with a risk assessment and end with validation.
A typical robotic assembly line workflow
Parts feeding and presentation with feeders, trays, pallets, or bins
Sequential stations where robots execute defined tasks within the cycle time
Transfer between stations using conveyors or indexing mechanisms
In line checks with vision and sensors
End of line testing, packaging, and palletizing
Feedback loops for rejects, rework, and continuous improvement
Buffers and sync logic that absorb minor variability without stoppages
Benefits of robotic assembly lines
Higher throughput since robots work at consistent speed with no breaks. In one electronics case, a single advanced robot matched the output of four human operators.
Consistency and quality. A reported 99.5 percent production yield has been achieved on complex tasks when the process is fully robotic and vision verified.
Less exposure to labor volatility. Lines run 24 by 7 and are less affected by absenteeism or turnover.
Safer and more ergonomic work. Robots take on repetitive or hazardous tasks.
Better data and traceability. Automated measurement, torque logs, pass or fail results, and unit birth histories come standard.
Lower long term unit cost. A single automated station can save roughly 75,000 dollars per year in labor and overhead in many environments, often paying back within months.
Challenges and considerations
Upfront investment and ROI proof. Not every product or volume justifies full automation.
Integration complexity across mechanics, controls, robotics, and vision.
Traditional systems can be rigid. Without flexible tooling and software you can face slow changeovers.
Workforce change management. Plan for training and a skills pipeline for maintenance and programming.
Downtime risk concentration. When a critical robot fails, an entire robotic assembly line can stop. Automotive plants can lose tens of thousands of dollars per minute when halted.
Not every task is automation friendly. Plan for hybrid cells where humans do what robots cannot yet do repeatably.
Get an ROI model for your use case
Assembly line balancing
Assembly line balancing distributes tasks across stations so each finishes inside the cycle time. The classic problem and its robotic variant are NP hard, so engineers rely on heuristics, metaheuristics, or solver guided search rather than exact brute force.
Practical levers
Move tasks between stations to relieve bottlenecks
Parallelize long tasks using two resources at one station
Add or remove a station when demand changes
Redesign parts for assembly to enable more parallel work
Cycle time optimization
Cycle time is how often a finished unit exits the line. To reduce it:
Balance workloads so no station sets a slow pace
Run parallel operations where possible
Optimize robot paths and accelerations
Improve process steps with better tools like multi spindle screwdrivers
Eliminate waits for parts and checks
Small gains add up. Cutting from 60 seconds to 50 seconds boosts hourly output by 20 percent.
Energy consumption optimization
Energy matters for cost and sustainability.
Smooth motion profiles reduce energy versus aggressive starts and stops
Regenerative drives can recapture braking energy
Right size robots and use eco modes when idle
Maintain conveyors and replace pneumatics with efficient electrics where it makes sense
Stagger high draw processes to avoid peak demand charges
Reality check on power
A mid sized industrial robot often averages about 0.25 to 0.5 kilowatt during operation, similar to common appliances
Saving ten percent across a fleet of robots can remove tens of thousands of kilowatt hours per year
Multi objective optimization
Real designs must balance several goals at once, such as cycle time, number of stations, energy, and cost. Evolutionary algorithms like NSGA II or particle swarm are popular to search for sets of good tradeoffs rather than a single answer.
Pareto front analysis
The Pareto front is the set of non dominated solutions where improving one objective worsens another. Analyzing the front helps you pick a smart compromise, for example accepting a small cycle time increase to cut energy use significantly.
Integer linear programming model
Engineers often model balancing and assignment with integer linear programming or mixed integer linear programming. Variables represent task to station assignments, constraints enforce precedence and cycle time, and objectives minimize stations or cycle time or total cost. Exact solvers provide optimality bounds, while hybrids combine ILP for structure with heuristics for speed.
The RALB II variant
Robotic Assembly Line Balancing Type II fixes the number of stations and minimizes the cycle time. It is useful when the layout or budget limits station count and you want the fastest achievable line with that footprint. Solving RALB II repeatedly for different station counts produces a practical cost versus speed curve for leadership decisions.
Cobot readiness assessment
Before adding collaborative robots, assess task suitability, layout, and organizational readiness.
Look for repetitive, ergonomic pain, low variability tasks within cobot payload and reach
Validate that safety and cycle time requirements can be met without large fences
Train operators to supervise, recover faults, and make small adjustments
Start with a small pilot to build confidence and internal capability
Request a cobot or dual arm readiness review
Robot selection criteria
Choose the simplest robot that reliably meets requirements.
Payload with margin to cover part and tool
Reach and access to every feature and orientation
Precision and repeatability suited to tolerances
Speed and duty cycle aligned to takt
Mounting options and footprint that fit the cell
Programming environment and field support your team can live with
Environmental ratings for cleanroom, washdown, or heat as required
Tooling ecosystem for vision, force sensing, and quick change
Implementation plan
A clear roadmap de risks delivery. For a step‑by‑step path from pilot to plant‑wide scale, read taking automation to the next level.
Define scope, targets, takt, and quality objectives
Map the process and create a precedence diagram
Select robots, end effectors, conveyors, sensors, and controls
Build the control architecture and network plan
Create simulations and digital twin models for throughput and reach checks
Design fixtures and pallets, including part presentation and poke yoke
Program offline where possible and prepare test data for vision
Plan safety measures and complete the risk assessment
Order hardware and build the cell offline for factory acceptance testing
Install, commission, run process capability studies, and certify operators
Pilot deployment
Run a focused pilot before scaling site wide.
Choose one product family and a small number of stations
Set measurable targets for cycle time, first pass yield, and uptime
Capture lessons, iterate on tooling and code, and build standard work
Document a repeatable deploy playbook for additional lines
Maintenance strategy
Preventive schedules for robots, gearboxes, belts, and conveyors
Spare parts for high risk items and a rapid response plan
Condition monitoring for motors, reducers, and vacuum systems
Backup images for PLCs and robot controllers
Change control for programs and vision models with rollback
MES and ERP integration
Tie robotic assembly lines into your digital backbone. Learn how advanced automation in manufacturing facilities connects MES/ERP, SCADA, and robotics.
Download work orders and recipes from MES
Report counts, cycle times, scrap, and downtime codes
Store torque curves, images, and results to unit serial numbers for traceability
Close work orders into ERP and trigger labeling, packing, and shipping
Quality inspection
Bake quality into the flow.
In station vision checks for presence, alignment, and cosmetic defects
Force or torque verification on fasteners and press fits
End of line functional test with automatic pass or fail routing
Statistical process control on cycle time, torque, and dimensions
Remember, vision guided checks can cut inspection errors by more than 90 percent and run for every unit without fatigue. See how automation in precision manufacturing applies these methods to raise first‑pass yield.
ROI analysis
Quantify both hard and soft returns.
Labor savings per shift and fewer hiring and training cycles in high turnover roles that can reach about 40 percent annually in some plants
Higher first pass yield with examples as high as 99.5 percent
Capacity gains from faster cycle times and 24 by 7 availability
Lower scrap and rework costs
Energy per unit and peak demand improvements
Payback often lands within months for round the clock lines
Risks and mitigation
Technical risk, reduce with simulation, offline programming, and staged ramp
Supply risk, qualify alternates and keep spares for long lead items
Quality drift, use data and alarms to catch drifts early
Safety incidents, enforce procedures, training, and periodic audits
Organizational adoption, build champions and provide clear operator training
Frequently asked questions
What types of products benefit most from robotic assembly lines
High volume products with repetitive steps and tight tolerances are the best fit. Automotive, electronics, and appliances have seen strong gains. When changeovers are frequent, modern AI driven robots make flexible lines practical.
How fast can a robotic assembly line run
It depends on the process. Automotive plants commonly produce a car every 60 to 90 seconds. For smaller assemblies, cycle times of a few seconds per unit are achievable with the right mix of robots, tooling, and conveyors.
How much power do robots consume
A typical mid sized industrial robot averages about 0.25 to 0.5 kilowatt while running. Motion profiles, payload, and speed affect actual draw. Fleet level optimization can save significant energy per year.
Are collaborative robots safe to use without fences
Yes when the application is proven by risk assessment and follows ISO TS 15066. Cobots limit force and speed and include contact sensing. Sharp tools or high energy processes can still require guarding.
What is the difference between Type I and Type II balancing
Type I minimizes the number of stations for a required cycle time. Type II fixes the station count and minimizes cycle time. Both are NP hard and often solved with heuristics and solver guides.
How do I start with minimal risk
Run a contained pilot on a high value task, measure results, and create a playbook. Use simulation, virtual commissioning, and clear acceptance criteria to avoid surprises.
Why choose Ebots for precision assembly
Ebots delivers synchronized dual arm AI robots with 22 micrometer precision, rapid 15 minute changeovers, and proven 99.5 percent yield on complex tasks. The platform is built for lights out production and fast ROI. Talk to Ebots
Robotic assembly lines are no longer an experiment. With the right design, safety, and data backbone, they deliver round the clock output, near zero defect rates, and the agility to change with your market. If you are ready to turn chronic labor and quality variability into predictable throughput, it is time to plan your line.